東香蕉黄瓜丝瓜绿巨人樱桃最新版數控機械有限公司 官網")

線切割機(jī)床偏(piān)移量是指在電火花(huā)線切割加工中為了(le)獲取更精確的加工精度需要設定的補償值(zhí)。
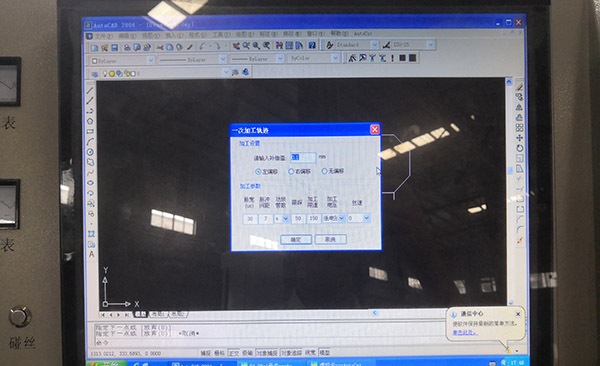
在(zài)線切割(gē)加工中程序默認鉬絲的中心為零位,但加工中直接加工成型決定工件尺寸(cùn)的是鉬絲外徑,加(jiā)上鉬絲的在加工中會不斷(duàn)損耗,直徑一直在變化,所以需(xū)要設置補償值、也就是偏(piān)移量才能保證線切(qiē)割(gē)加工的精度。
線切割偏移量(liàng)計算方法
偏(piān)移量=鉬絲半徑+火花位(放電間隙)
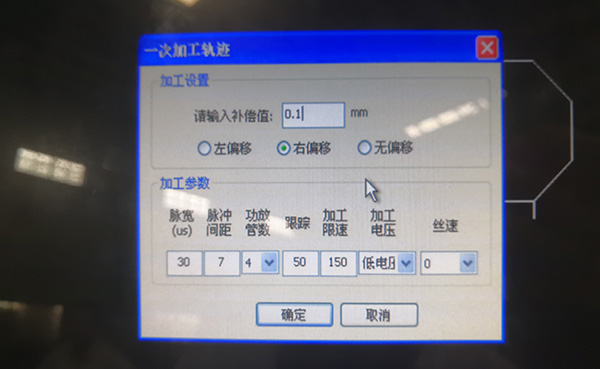
一般補償值為鉬(mù)絲(sī)直(zhí)徑除以二加上0.015.
比如說鉬絲為0.18/2=0.09+0.015=0.105。一般5微米都被忽略掉了。所以一(yī)般快走(zǒu)絲線切割的補償都為(wéi)0.1。兩軸進給量,其中X是縱向,Z是橫向。
偏(piān)移量也是根(gēn)據所進給的X,Y確定坐標來定位,首先要從X0,Y0你起始原點開始計算(suàn),一般來說(shuō),現(xiàn)在可以用繪(huì)圖軟(ruǎn)件繪出所要加工圖形,然後用編程軟件轉成NC程(chéng)式,直接傳入(rù)線切割就,或直接在控製櫃(guì)上用線割控製軟件(jiàn)編程。
鉬線直徑可用千分尺測得(dé),調整放電(diàn)間(jiān)隙,直到切落的工件符合圖紙尺寸(cùn)。
以上便是線切割偏移(yí)量的計算方法,小夥伴們學會了嘛。接下來小編向大家推(tuī)薦一款(kuǎn)香蕉黄瓜丝瓜绿巨人樱桃最新版DK係列極速線切割機床,穩定加工效率(lǜ)12000mm2/h,三年(nián)內下降不超過5%,並且上一次鉬絲可加工40萬方。想了(le)解的小夥伴點擊下方圖片,或者直接聯係香蕉黄瓜丝瓜绿巨人樱桃最新版24小時谘(zī)詢熱線18924551991,期待您的垂詢!

