

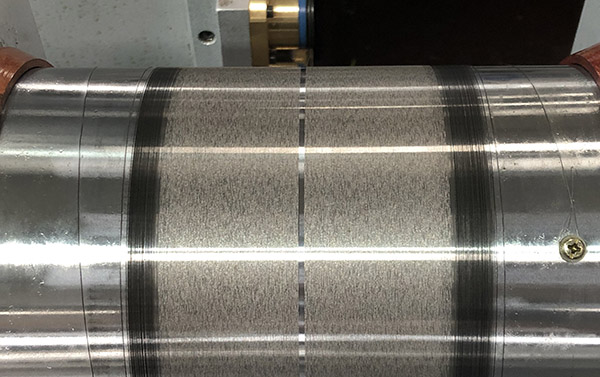
線切割在使用了一段時間的後,鉬絲會出現一段一(yī)段的黑斑,黑斑通常有幾到十幾毫米長黑斑的間隔通(tōng)常有幾到幾十厘米(mǐ)。黑斑是經過了一段時間的連續電弧放電,燒傷(shāng)並碳化。

變細變(biàn)脆和碳化後(hòu)就(jiù)很容易斷。黑斑在(zài)絲筒上形成一個個黑點,有時還按一定規率排列(liè)形成花紋,也就是我們說的“花絲”。
那怎麽(me)解決這個問(wèn)題呢,因不能有效消電離造成連續電弧(hú)放(fàng)電,電弧的電阻熱析(xī)出大量碳結成炭精粒,導致鉬絲自己也被碳化(huà)。
工件較(jiào)厚(放電間隙長)、水的介電係數低(恢複絕緣能力差)、脈衝源帶有一個延(yán)遲滅弧(hú)的直流分量(大於10mA)這三者之一是“花絲”現(xiàn)象的基本(běn)條件。
所以花絲”現象一旦發生,要從這三個要素入手。首先要確認脈衝發生器(qì)的質量,隻要沒有那個阻止滅弧的直流分量,通常(cháng)不會導致花絲斷(duàn)絲。
其(qí)次要注意(yì)水,汙、稀、有效成分少肯定不行;內含一定量的鹽、堿等有礙介電絕(jué)緣的(de)成分更不行。再次(cì)要注意料,薄怎麽都好,即(jí)便出現(xiàn)拉弧燒傷(shāng)的誘因,水(shuǐ)的交換快(kuài),蝕除物和雜質(zhì)排除容易,瞬間“闖”過去了。厚了,拉弧(hú)燒傷的誘因則很(hěn)容易產生而極不容易排出。特別帶氧化黑(hēi)皮、鍛軋夾層、原料未(wèi)經鍛造(zào)調質就(jiù)淬了火的,造成“花絲”的幾(jǐ)率是很高的。“花絲”後的料、絲、水隻要保留其一,再次“花絲”的可能性仍很(hěn)大。所以比較簡單的方法是一旦花絲,鉬絲,水,材料都換一下。
花絲”現象(xiàng)很多時侯並不是機床原因。確定脈衝源無(wú)毛病,間隙跟(gēn)蹤無異常後,應轉按三個基本條件、一個誘因去找。一味去調床(chuáng)子,無助問題解決。
控機械有限公司 官網")