控機械有限公(gōng)司 官網")

小編這幾天在百度貼吧、百度(dù)知道裏麵看到有好多小夥伴想了解線切割(gē)脈寬和脈間的含義,雖然說線(xiàn)切割加工時(shí)主要的參數是這兩項,但是要較好的了解線切(qiē)割脈衝的含義才能更好的加工出(chū)較好的模具或者產品。
今天小編找(zhǎo)了半天的廣東香蕉黄瓜丝瓜绿巨人樱桃最新版書庫,終於不負所望找到了電火花加工工藝文獻,下麵就由小編係統(tǒng)的(de)給大家講解下
線切割脈衝參數(shù)指脈衝電(diàn)源輸出的電規(guī)準和放電間(jiān)隙的放電過程(chéng)電流、電壓、功率及能量等對時間的(de)函數(shù)。
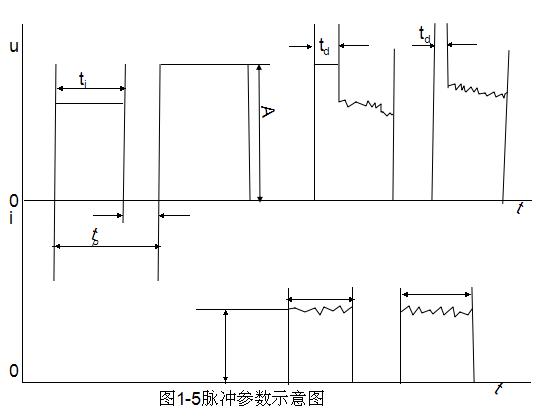
1、脈衝寬度ti(μs)
駕到見習兩端的電壓脈衝的持續時間叫做脈衝寬度(如圖1-5)。
2、脈衝間隔to(μs)
相鄰兩個電壓(yā)脈衝的持續時間叫做脈衝寬度(如圖1-5)
3、脈衝周期tp(μs)
從一(yī)個脈衝電(diàn)壓開始到相鄰的下一個脈衝電壓的開始之間 的時間叫作脈衝周期。它等於脈衝(chōng)寬度和(hé)脈(mò)衝間隔製和(如圖1-5)。
4、放(fàng)電時間te(μs)
從介質擊穿間隙(xì)通過電流到脈衝結束時的電流持續時間(jiān)叫作放電時間,有時亦稱為電流脈寬(如圖1-5)。
5、擊穿延(yán)時td(μs)
從間隙兩端施(shī)加電壓到介質(zhì)被擊穿之間的時間叫作擊穿延時(如圖1-5)。
6、停歇時間tc(μs)
相鄰兩次放電之間的時間間隔叫作停歇時間(有(yǒu)時(shí)亦稱為電流降額)。它等(děng)於脈衝間隔與(yǔ)擊穿(chuān)延時之和(如圖1-5)。
7、 脈衝頻率fp (Hz)
單位時間內電(diàn)源發出的(de)電壓脈衝的各大呼叫做脈(mò)衝頻率。
fp=10B/tp (tp的單位是μs)
8、有效脈(mò)衝頻率fe (Hz)
單位時間內在放電(diàn)間(jiān)隙中發生的有效放電次數佳作有效脈衝頻率(又被稱作脈衝頻率)。
9、脈衝利用率 λ(%)
有效脈衝頻率fa與脈衝頻率fp之比的百分數叫做脈衝利用率(lǜ)。

10、相(xiàng)對放電(diàn)時間Φ
放電時間(jiān)與脈衝寬度之比較作(zuò)相對放電(diàn)時間(又稱放電比)。
11、放電效率φ
某一段時間內,放電時間總和(hé)與該段時間內脈衝寬度總和之比叫(jiào)作放電效率。
12、開路電壓V(V)
間(jiān)隙開路(或間(jiān)隙被擊穿前的脈衝延時時間)的極間峰值電(diàn)壓叫作開路電(diàn)壓(一顆成空在電壓,見圖1-5)。
13、放電電壓VO(V)
間隙擊穿(chuān)後通過(guò)放電電流時,間隙兩端的瞬時電壓叫作放電(diàn)電壓(yā)(亦稱通道維持電壓見(jiàn)圖1-5)在電火花加(jiā)工中,放電電壓一般隻在25~30V很小範圍內變化。
14、平均放電(diàn)電壓ua (V)
放電時間內放電電壓的算術平均值叫作平均放電電壓。
15、加工電壓U(V)
正常加工時,間隙(xì)兩端電壓(yā)的算術平均值叫作加工電壓(yā)。
16、放電電流ie(A)
放電時流(liú)過間隙的瞬時電(diàn)流叫作放(fàng)電電流(見圖1-5)。
17、平均放電電流(liú)(A)
平(píng)均放電內,放點點電流的(de)算(suàn)術(shù)平均(jun1)值(zhí)叫做平均(jun1)放(fàng)電電(diàn)流。
18、放電峰值(zhí)電流(A)
放(fàng)電電流的最大(dà)值叫作放(fàng)電峰值電流。
19、短(duǎn)路電流is(A)
間(jiān)隙短路時,瞬(shùn)時電流(liú)的(de)最大值叫做短路峰值電流
20、短路電流Is(A)
放電間隙連續發生短路時,電流的算術平均(jun1)值叫作(zuò)短路電流.
21、加(jiā)工電流I(A)
通過加工(gōng)間(jiān)隙的電流的算術平均值(zhí)叫作加工電流
22、脈衝前(qián)沿tp
從脈衝峰值的10%上升到峰(fēng)值的90%所需要的(de)時間叫做(zuò)脈(mò)衝前沿(亦稱脈衝上升(shēng)時間,見圖1-6)
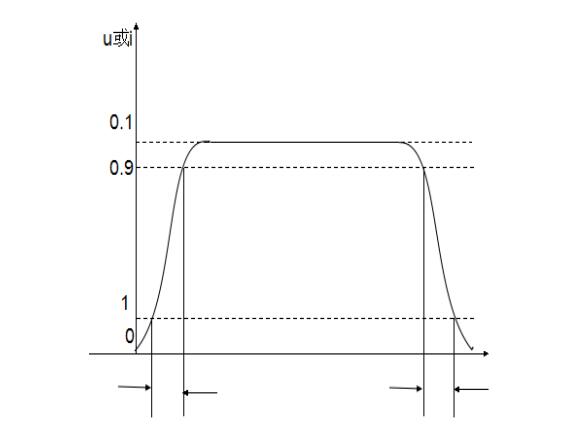
圖1-6 脈衝的前沿和後沿
23、脈衝後沿tp
從(cóng)脈衝峰值的90%下(xià)降到峰值(zhí)10%所需要的時間叫作脈衝後沿(亦稱脈衝下(xià)降時間,見(jiàn)圖1-6)
24、加工電(diàn)流密度(dù)J(A/mm2)
單位有效放電麵積上的加工電(diàn)流叫做加(jiā)工電流(liú)密度。
J=I/S(S的單位:mm2)
25、空載脈衝
在電壓脈衝期間,間隙(xì)介質未被擊穿,未形成火(huǒ)花通道的脈衝焦作空載脈衝。空載脈衝電壓為開路電(diàn)壓,沒有脈衝電流(如圖1-7(a))
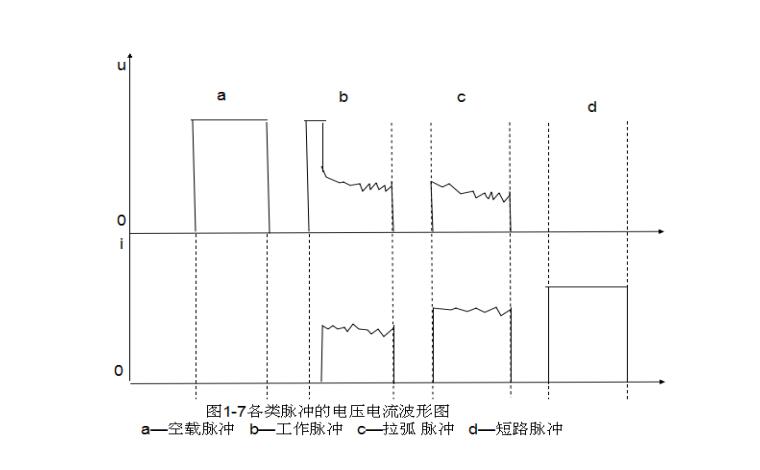
26、工(gōng)作脈衝
又稱(chēng)有效放電 脈衝或正常放電脈衝。這種脈衝式介質正常擊(jī)穿並產生正常的火花(huā)通道的脈衝。工作脈衝的電壓大多有擊穿時,擊穿介(jiè)質後電壓下(xià)降的速度相對(duì)緩慢。放電電壓有不規(guī)則(zé)的高頻振蕩,放電電流也有(yǒu)不(bú)規則的高(gāo)頻振蕩(見圖1-7(b))
27、拉弧脈衝
又稱異常放電(diàn)脈衝(chōng)。這種脈衝是在加工(gōng)間隙嚴重(chóng)積碳或形成弧光(guāng)放電時產(chǎn)生的。拉弧脈衝大多無擊穿(chuān)延時,或雖有擊穿延時但電壓下降較迅速(sù)。拉弧電壓比放電電壓穩定(dìng),不規則振蕩的(de)幅度和頻率都比放電電壓略低於放電(diàn)電壓,拉弧電流則略高於放電電(diàn)流(見圖1-7(c))
28、短路脈衝
間隙短路時,兩極間無電壓,此時電流脈衝的幅值最(zuì)高(見圖(tú)1-6(d))
械(xiè)有限公司 官網")