公司 官網")

線切割加工中決定(dìng)電流電壓的是跟蹤和功放,不同材料不同厚度所需要試配的功放和跟蹤(zōng)也不同。
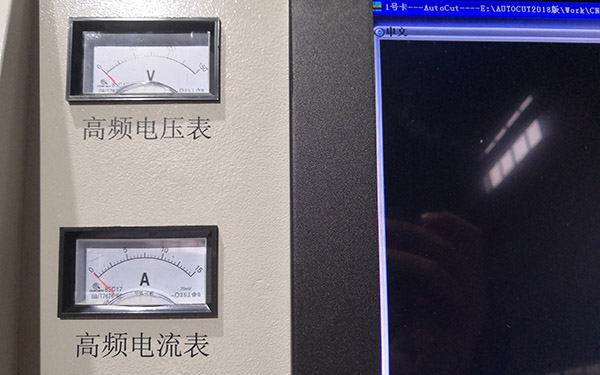
特別是在大厚度加(jiā)工中,需要的加工電流大,跟蹤的穩定性是決定價格效果的重要因素,不同軟件的跟蹤方式不同,但調節的原理都是一樣的,我們隻需要(yào)把跟蹤調到加工時電(diàn)流電壓表(biǎo)穩(wěn)定,不會大幅擺動和抖動即可。具體(tǐ)操作可參照軟件使用說明。

還(hái)有一部分是現場因素:
1、電櫃不行,普通電(diàn)櫃的高頻電(diàn)源不好,在加(jiā)工大厚度時就會出現電流不穩(wěn)定的(de)情況,這(zhè)也是普通線切割機床的高頻電源加工不了(le)大厚度工(gōng)件的原因;
2、切割液問題,如果使用的切割液不行或不夠濃,也會導致跟蹤跟不穩的情況,割大(dà)厚度建議使用狄(dí)克206。
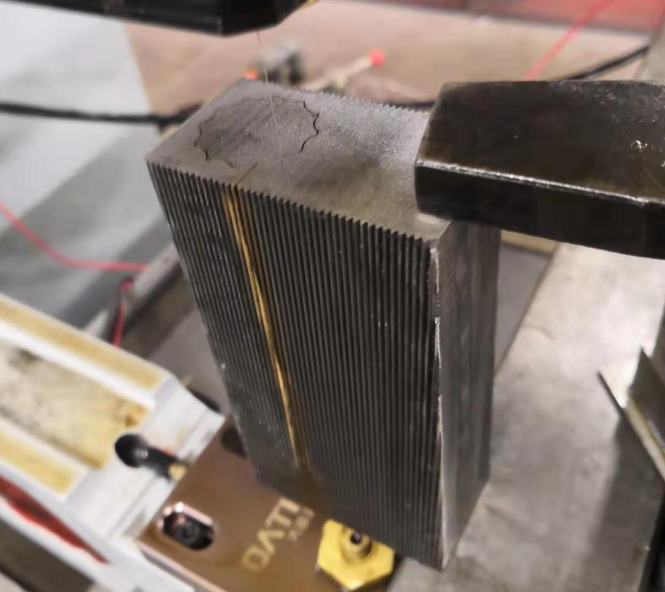
3、材料有雜質或是含有不(bú)導電成分的複合(hé)材料,如果材料有以上情況隻能(néng)調小電流,跟(gēn)蹤跟慢一點慢慢切割(gē)。
4、鉬絲損耗,線切割機床加工中鉬絲在不斷損耗,當鉬絲直徑變小時,需要及時調整跟蹤數據,不然會出現電(diàn)流不穩或燒(shāo)斷鉬絲的情況。
以上便是(shì)線切(qiē)割加工厚工(gōng)件電流不穩(wěn)原因(yīn)及解決辦法,小夥伴們學會了嘛。接下來小編向大家推薦一款香蕉黄瓜丝瓜绿巨人樱桃最新版DK係列極速線切(qiē)割機床,穩定加工效率12000mm2/h,三年內下降不超過5%,並(bìng)且上一次鉬絲可加工40萬方。想了(le)解(jiě)的(de)小(xiǎo)夥伴點擊下方圖片,或者直接聯係香蕉黄瓜丝瓜绿巨人樱桃最新版24小時(shí)谘詢熱線18924551991,期待您的垂詢!

香蕉黄瓜丝瓜绿巨人樱桃最新版數控機械有限公司 官網")