東香蕉黄瓜丝瓜绿巨人樱桃最新版數控機械有限公司 官網")

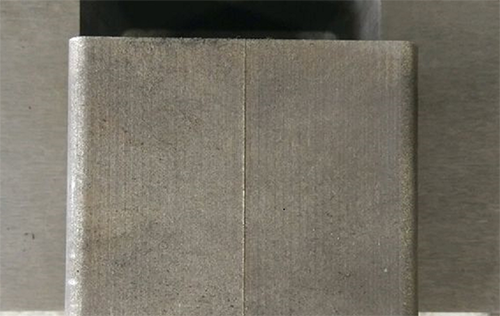
線切割加(jiā)工中進刀位置有線痕是比(bǐ)較常見的(de)加工問(wèn)題,理(lǐ)論上來講並不能(néng)完全避免,隻能是最大限度減輕進刀口痕跡(jì)。特別是在一次切割(gē)的過程中,這個(gè)問題會比較明(míng)顯(xiǎn),當我們進行多次切割時就能很好的解決這個問題。

線切割進刀口有明顯線痕的原因大致可(kě)分為以下(xià)幾種(zhǒng)情況:
1、XY軸步進電機與絲杆的間隙過(guò)大或兩(liǎng)條軸間隙不一樣(yàng),這個問題(tí)我們可以(yǐ)通過手感感受調整齒輪間隙,一個是保證兩條軸都有一點點間隙(xì)且間隙大小一樣,二個是保證每條絲杆的齒輪間隙(xì)在360度範圍內間隙大小一樣。
2、材料變形導致(zhì)進刀口出現明顯(xiǎn)線痕。如(rú)果是材料變形(xíng)導(dǎo)致的進(jìn)刀口線痕明顯可以采用合(hé)適的切入切出軌跡以及修改切(qiē)割程序的(de)切入(rù)切出點,解(jiě)決了一般以及高精度零件線(xiàn)切割加工過程(chéng)中的線痕問(wèn)題。
3、油水(shuǐ)比列不對造成進(jìn)刀口(kǒu)線痕明顯,如果切(qiē)削液濃度不夠,放電加工(gōng)時排屑不好(hǎo)、放電不充分也會導致(zhì)進刀口線痕明顯。
排除以上問(wèn)題後,在解決進刀口線痕問題時我們還可以利用清角功能,在進刀和出刀時開5秒(miǎo)清角,效果也會好一點(diǎn)。
以上便是線切割進刀口(kǒu)有線(xiàn)痕的原因及解決辦法,小夥(huǒ)伴們學會了嘛。接下來(lái)小編向(xiàng)大家推薦一款香蕉黄瓜丝瓜绿巨人樱桃最新版DK係列極速線(xiàn)切割(gē)機床,穩定加工效率12000mm2/h,三年內下降不超過5%,並且上一次鉬絲可加(jiā)工40萬方。想了解的小夥伴點擊下方圖(tú)片哦。

鐵數控機械(xiè)有限公(gōng)司(sī) 官網(wǎng)")