鐵數控機械有限公司 官網(wǎng)")

線切割短路回退是一種保護鉬絲的一種設置,當鉬絲與工件發生短路現象時,線(xiàn)切割(gē)會(huì)回退一些,讓鉬(mù)絲與工件產生間隙,然後再繼續(xù)切割,這是為了防止當鉬絲與工件在短路(lù)狀態時,硬拉鉬(mù)絲,導致鉬絲拉(lā)傷或(huò)者斷絲現(xiàn)象。不過有時候,因為一些特殊(shū)材料的原因,我們在切割時,可能需要短路回退功能(néng)延時一些,不然會發生(shēng)一割就回退或者斷絲就沒辦法繼續切(qiē)割。
那麽線(xiàn)切(qiē)割加(jiā)工裏HL怎麽設置(zhì)短路回退的側等時間呢?
首先我們在HL加工界麵中,我們選擇-Para.參(cān)數這一項,也可以直接按F3。
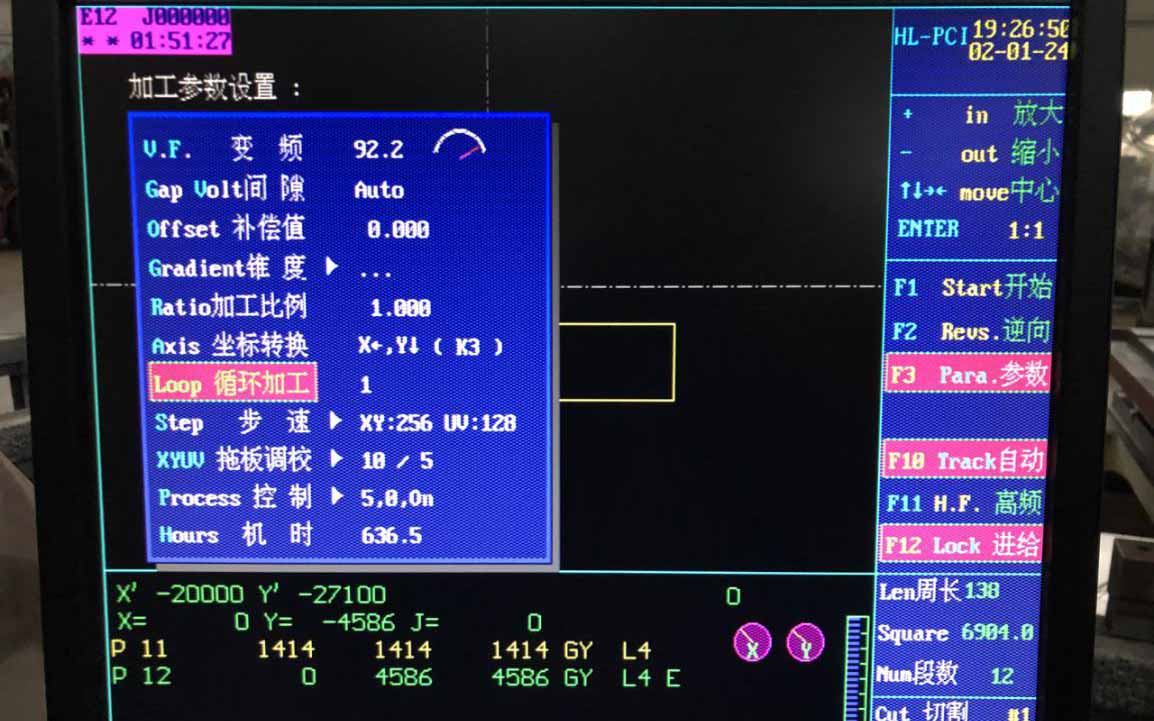
然後就會跳出加工參數設置的選擇,這裏我們選擇控製,然後在這裏麵的回(huí)退裏(lǐ)麵就可以調節我們需要設置的等(děng)待回退時間,最小值為0,最大值為35,我們通過重(chóng)複按回車進行調節,每一次調節的單位為5秒。

這就是HL線切割回退延時(shí)設置的方法,小夥伴(bàn)們學會了嘛。
香蕉黄瓜丝瓜绿巨人樱桃最新版數控(kòng)機械有限公司 官網")